Câu hỏi khả năng kiểm soát chất lượng in của người thợ in offset đến đâu và tiêu chí chất lượng nào họ có thể kiểm soát là một câu hỏi rất cơ bản nhưng chưa được trả lời thấu đáo.
Vậy chất lượng in là gì ? có hàng ngàn câu trả lời khác nhau từ một nền sản xuất in tiểu thủ công nghiệp như ở Vietnam. Muốn sản xuất công nghiệp chúng ta phải định nghĩa được chất lượng bằng những đại lượng có thể kiểm tra/kiểm soát được một cách khách quan- tức là phải cân đong đo đếm được. Cụ thể đó là:
- Mật độ màu tông nguyên: Các lớp mực in có độ dày tối ưu tùy theo điều kiện in giấy/mực/máy in. Các thông số mật độ màu tông nguyên được định nghĩa rõ ràng trong các bộ tiêu chuẩn chất lượng như ISO 12647 -2 cho in offset.
- Sự gia tăng tầng thứ TVI. Do đặc tính của quá trình in, việc truyền mực từ bản sang cao su đến giấy in làm biến dạng hình học của hạt tram, thông thường là lớn hơn. Hiện tượng này ảnh hưởng đến kết quả tái tạo màu sắc của sản phẩm in những nơi có tram. Nếu muốn có một kết quả như mong muốn, giống như mẫu thử thì TVI phải được kiểm soát và điều chỉnh. Các giá trị TVI cũng được định nghĩa rõ ràng trong ISO 12647-2.
- Cân bằng xám: Qua trình in chồng các lớp mực lên nhau để tái tạo màu sắc lý tưởng là khi in chồng 50% C +40%M + 40%Y = Xám trung tính. Đạt được điều này thì chúng ta có một sản phẩm in tái tạo chính xác màu sắc.
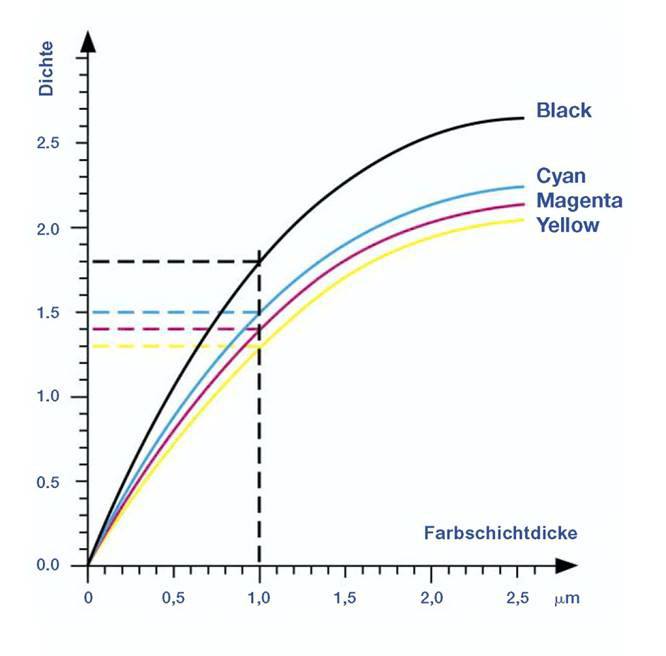
Hình 1: Độ phủ mực tối ưu thể hiện qua mật độ tông nguyên. Đường đứt đoạn chỉ ra density của lớp mực dày 1 micron (DIN range from 0,7 µm to 1,1 µm). Nếu lớp mực quá dày , sự thay đổi density là không đáng kể.
Trở lại vấn đề vậy công việc của người thợ in offset là gì ? họ có kiểm soát tất cả các yếu tố trên đây hay không?
- Kiểm soát màu tông nguyên: Đây là công việc chính yếu và thực hiện hàng ngày của người thợ in nhưng chính trong việc thực hiện công việc chính yếu này bộc lộ nhiều yếu kém. Về bản chất người thợ in offset chỉ có thể điều khiển việc cấp mực nhiều hay ít bằng cách tăng/giảm tốc độ cấp mực (vận tốc lô máng, chu kỳ lấy mực ..) , hay khối lượng mục cung cấp qua độ mở khóa mực. Cấp mực bao nhiêu là đúng thì hoàn toàn theo cảm tính.
Tham khảo hình 1- Đồ thị cấp mực tối ưu . Muốn thực hiện việc kiểm soát độ dày lớp mực một cách khách quan cần có thiết bị đo , tối thiểu là thiết bị đo cầm tay và tờ in phải có giải màu kiểm tra tương ứng với từng khóa mực. Thực tế hiện nay người thợ in tăng giảm mực một cách hoàn toàn cảm tính và không có các giá trị mục tiêu. Dù có đầu tư các thiết bị in hiện đại nhưng việc sử dụng như vậy vẫn không khác gì sử dụng các thiết bị in có từ những năm 50 của thế kỷ trước.
- Kiểm soát sự gia tăng tầng thứ. Nó một cách ngăn gọn thì người thợ in không kiểm soát/ tác động được vào sự gia tăng tầng thứ. Đây là nguyên nhân chủ yếu dẫn đến sai lệch màu vùng tram ( halftone) mà người thợ in vẫn nhầm lẫn và cố gắng điều chỉnh thông qua lượng mực cấp với việc điều chỉnh độ mở khóa mực. Giá trị TVI phụ thuộc vào mực/giấy/máy in/chế bản. Việc điều chỉnh thông qua độ dày lớp mực tạo ra sụ thay đổi không đáng kể mặc khác tăng hay giảm độ dày lớp mực vượt ra khỏi các giá trị tiêu chuẩn làm thay đổi các giá trị tổng hợp màu và độ tương phản của sản phẩm in.
Một ví dụ thực tế vẫn rất hay xảy ra là để điều chỉnh màu sắc da người thợ in tăng mực lến đến K=2.1D, C/M =1.7D, Y=1.5D. Tờ in bị bít mất chi tiết và ngả màu. Cách tốt nhất trong trường hợp này là can thiệp từ chế bản với các đồ thị bù trừ tầng thứ cho từng loại giấy in. Điều kiện cần là thiết bị đo và giải màu kiểm tra tương ứng.
Điều kiện đủ là người thợ in phải hiểu làm cách nào kiểm soát TVI và có phản hồi ngược lại chế bản để đạt được TVI tiêu chuẩn. Hình 2 là chức năng tạo ra đồ thị bù tầng thứ cho CtP từ phần mềm MeasureColor 16 , thiết bị đo X-rite Intellitrax 2. Điều đáng buồn là hầu hết các nhà in tại Vietnam đều ghi kẽm 1:1 tức là có sao ghi vậy và không quan tâm đến quá trình in. Người thợ in thì vẫn cống gắng điều chỉnh những thông số mà họ không có khả năng và không phải việc của họ.
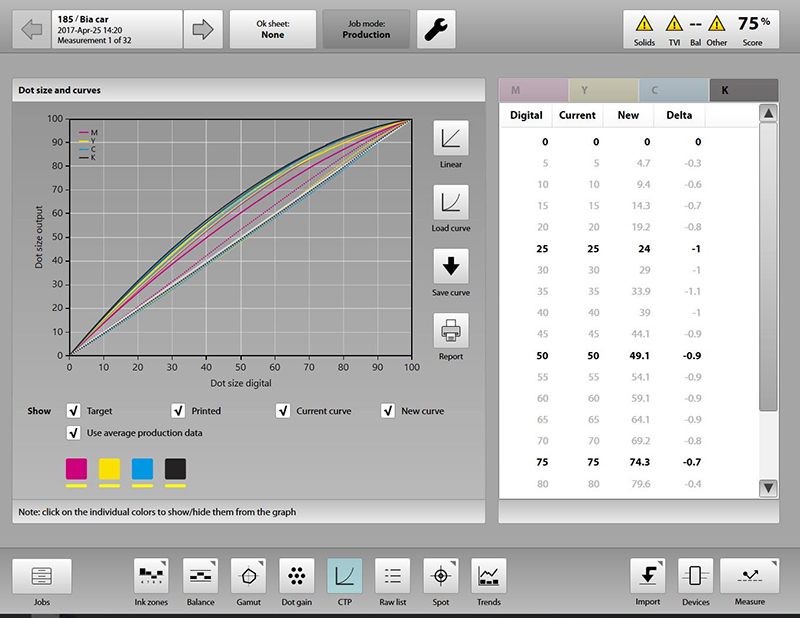
Hình 2: Trích xuất giá trị bù trừ tầng thứ từ số liệu thực tế . Phần mềm MeasureColor 16 và X-rite Intellitrax 2.
- Cân bằng xám: Cân bằng xám là tổng hòa của sự tối ưu mật độ màu tông nguyên và TVI. Việc kiểm soát cân bằng xám được thực hiện từ chế bản nhưng mức độ ưu tiên có khác nhau giữa Fogra/ISO và GraCol/G7. ISO ưu tiên theo thứ tự : Màu tông nguyên- TVI
– cân bằng xám trong khi G7 thì ngược lại: cân bằng xám – mật độ tông nguyên – TVI. Cân bằng xám không phải lúc nào cũng đạt được và nó biểu thị một điều kiện in tối ưu.
Kiểm soát quá trình in , xác định rõ thông số nào thuộc về công đoạn nào là những công việc cần thiết nếu muốn sản xuất in theo các tiêu chuẩn công nghiệp chứ không phải thủ công. Thiết bị có thể mua nhưng việc đào tạo là một vấn đề chưa có giải pháp triệt để ở Vietnam.
Nguồn Vision in Print